In Theory:
Angled, wavy plates form alternating crests and troughs, creating narrow channels for oil droplets to coalesce and rise. These are commonly marketed as CPI separators, an acronym that morphed into meaning Corrugated Plate Interceptor, but was originally meant to imply a Coalescing Plate Interceptor. Over time, the industry quietly dropped the coalescing function from reality while keeping the label.
On paper, the design still promises laminar flow and efficient droplet capture along the corrugated surface, oil up, solids down, and minimal maintenance.
In Reality:
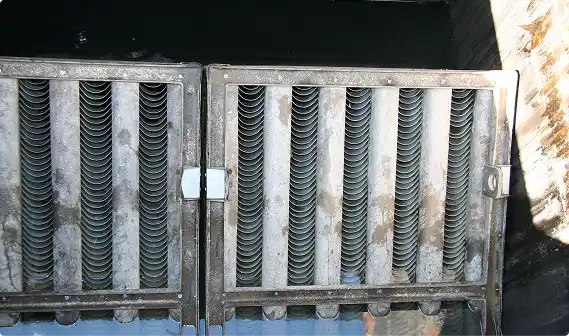
That “C” might as well stand for clogged. The troughs quickly turn into sediment traps. Solids settle, bridge, and blind half the available flow area. Velocity doubles through the remaining open paths, shearing droplets back into suspension and destroying separation efficiency. Within months, operators are battling fouling, not filtering oil.
Result: Performance collapse long before the first maintenance cycle. What started as a “coalescing” system devolves into a sludge-packed maze that’s nearly impossible to service without full teardown.
Pull Quote: “If you have to pull plates every month, it’s not a separator, it’s a subscription.”
Why It Fails:
The original CPI was intended for clean refinery wastewater with minimal solids — not today’s complex industrial effluents. As solids and variable flow enter the equation, the geometry backfires.
Ignoring solids management and the velocity limits set by API 421, this design assumes laminar flow in turbulent conditions.
The truth: the “C” in CPI hasn’t meant coalescing in decades — it now just means corrugated, and that single word swap tells you everything about why it fails in the field.