Mercer was born out of frustration with an industry that accepted failure as normal. We started by questioning the status quo — and designing systems that work in the real world, not just on paper.
Request A Free Site Audit
WHY IT MATTERS
Many “enhanced gravity” designs rely on short-life coalescers to drive recurring replacement revenue. Mercer was created to end that model with durable, field-proven systems.
If you’ve ever had to babysit a fouled coalescer, you already know why Mercer exists. For decades, the industry has pushed so-called “enhanced gravity” designs that promise performance but deliver clogging, premature failure, and constant intervention. These systems look good in brochures, then break down in the field—by design. When systems are designed to fail, replacement becomes the business model—and the operator pays for it.
Mercer was founded to fix what others accepted: separators engineered for replacement cycles instead of reliable performance. We didn’t follow the herd or the marketing. We followed the math—and built systems that prove it in operation.






UNDERSTANDING API 421
The questions every specifier or buyer should be asking:
Mercer’s approach begins with asking — and answering — those questions.
This page isn’t just our story — it’s the industry’s story. A journey through how separation technology lost its way, and what we did to bring it back to reality.
WHY WE STARTED
Our story starts with a lot of frustration and a single question: Why are so many “engineered” systems failing in real-world use?
As reps and field engineers, we saw it daily: systems sold on promises, not performance. Maintenance was an afterthought. Compliance was a gamble. So we built Mercer International to prove a different truth: that if you design for fluid dynamics and field conditions, you don’t need luck to stay compliant.
We needed the theoretical to align with the actual.
While it’s oil from water, it’s solids that plague the process.
Traditional micron-capture math never accounts for what happens when real solids hit the tank. So, flow distribution, tank angles, plate spacing, field adjustability, and operator confidence all went back on the drawing board — and that’s where Mercer began to redefine the rules.
We didn’t invent oil-water separation. We just made it honest again.



THE INEVITABLE RESULT
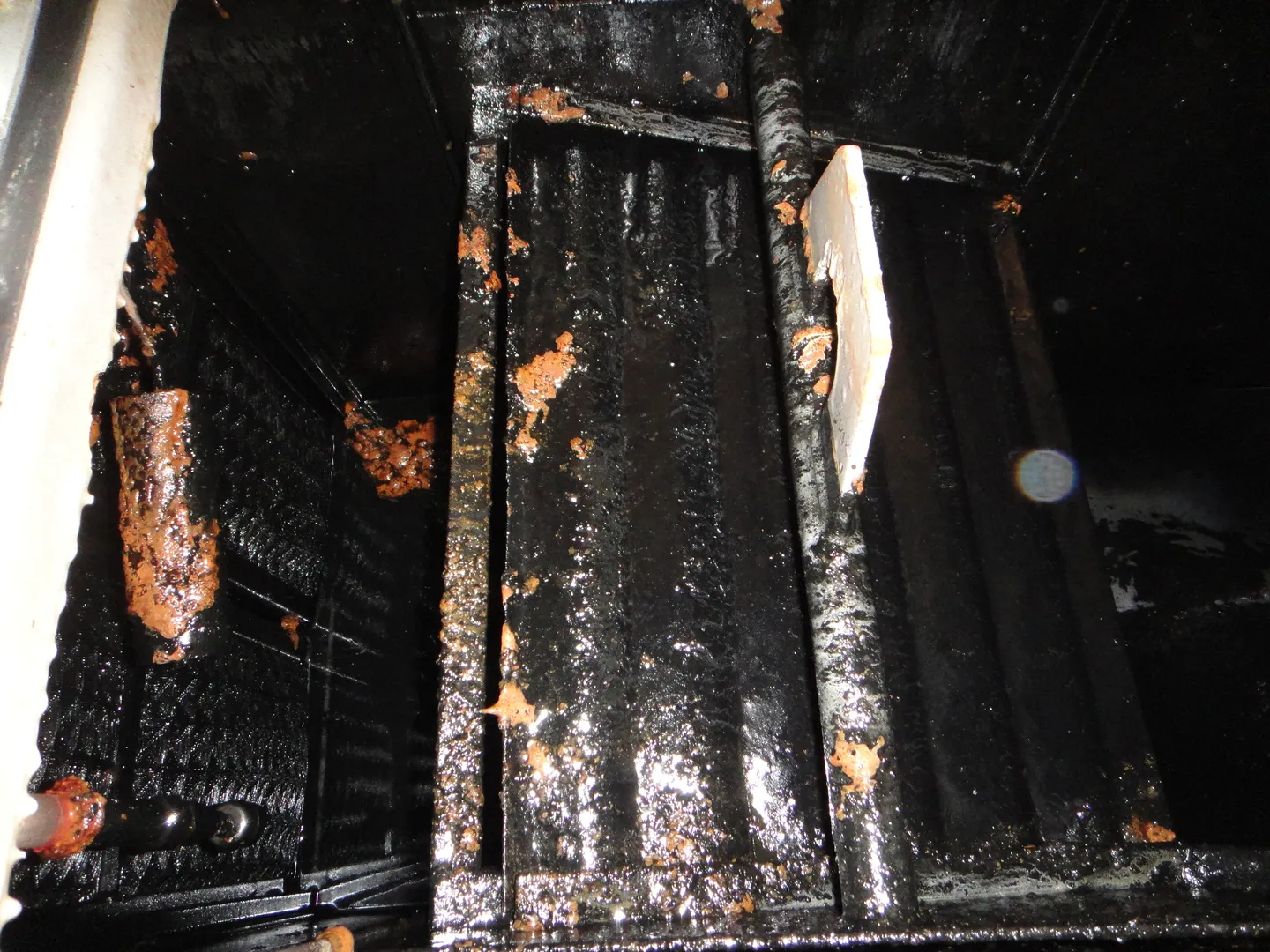
Every coalescer is “efficient” on day one. The real test is week 26.
Most designs ignore solids loading entirely. They treat separation like a spreadsheet, not a system that runs 24/7 under variable influent conditions.
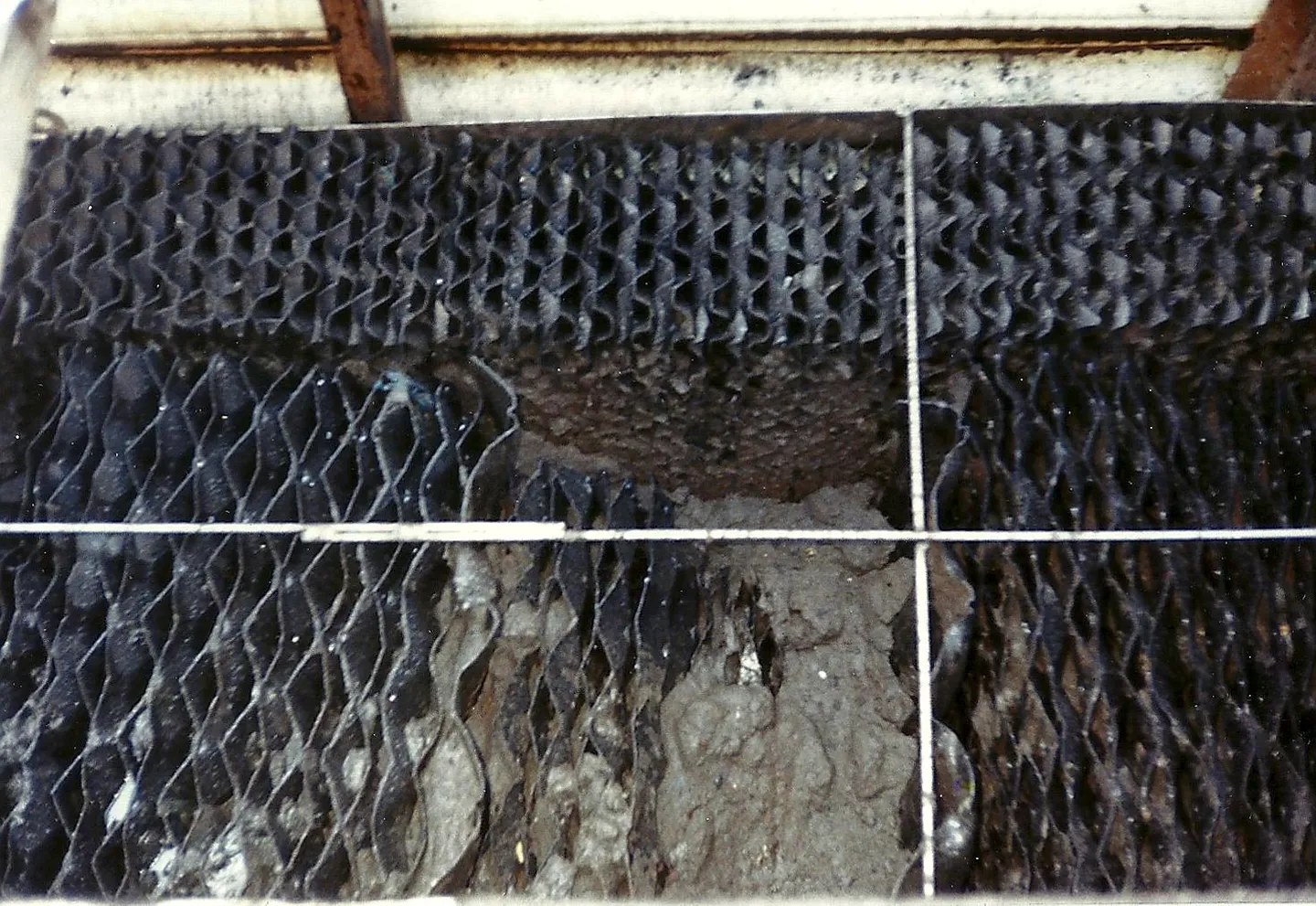
When solids blind the media, pockets of plugging increase velocities, laminar flow is interrupted, and performance dies.
We never forgot the math: Stokes’ Law, Reynolds numbers, surface loading rates…because those numbers still matter. Have you asked other potential suppliers to show you their math, or are stated values good enough? You’d be surprised if you asked ANY other supplier to see their math.
Engineered Standard

Cost-cutting choices to create cheaper CAPEX
Contained & compacted solids cause coalescer clogging
Carelessly cutting corners leave customers compromised
Continuous coalescer replacement creates recurring cost
Industry Standard Result:
Corrugated designs create turbulence and debris buildup. Performance declines. Maintenance increases. Compliance risk rises. Ongoing consumable replacements drive recurring cost.

Correct coalescer configuration keeps coalescers clean
Calm channels clarify and concentrate co-mingled solids
Comprehensive coalescer calcs corelated for clarity
Confidence courtesy of clean coalescer continuity.
The Mercer Standard Result:
Multi-Pack™ coalescers control flow and stabilize separation.
Performance remains consistent. Maintenance is minimized. Compliance is sustained.
No consumables. Predictable lifecycle cost.
From the Standard Itself
API Publication 421, formally titled Monographs on Refinery Environmental Control: Management of Water Discharges (Design and Operation of Oil-Water Separators) — establishes the physics-based foundation for designing enhanced gravity separators for refinery wastewater. Its guidance applies to clean, low-solids streams containing free (non-emulsified) oil. It was never intended to address the high-solids, mixed industrial wastewater common in today’s OWS applications.

Traditional long, open-weir and baffle concrete “API separators” remove only down to ~150-micron droplets under ideal conditions.
Maximum horizontal velocity through any coalescer must remain below 3 ft/min to maintain laminar flow and prevent droplet shearing.
When coalescers are used, the design basis targets ~60-micron free-oil droplet capture.
≤ 3 ft/min (0.015 m/s)
≥ 5 minutes under quiescent conditions
≤ 0.03 gpm/ft² for typical refinery wastewater
~150-micron rise for basic API separators
~60-micron rise with coalescers
API 421 never defined robust solids-handling expectations. The efficiency targets were built around free oil removal, not managing solids-heavy wastewater typical in upstream, midstream, or industrial applications. Even the standard’s own illustrations depict fouling-prone geometry for solids.
API 421 is a math problem, not a marketing slogan.
AN OVERVIEW: WHY COALESCERS FAIL
We don’t just sell separators - we teach the science behind them. Our library of white papers, videos, and training tools helps engineers specify better and operators maintain smarter.
Chapters
Intro
01
API
02
Plate Packs in API
03
Corrugated Plate Packs (CPI)
04
Irregularly Shaped Plastic Coalescers (Honey Comb/Egg Carton)
05
Vertical Tube Coalescers (VTC)
06
Mesh Packs (Secondary Coalescers or "Polishing Packs")
The Mercer Advantage
07
The Often Overlooked Formula
08
The Importance of Flow Distribution
09
Time-honored flat plate design
10
Herring Bone Design With Short Plate Widths
11
Cross-flow processing
12
Zero Turbulence Chimney Zones™
13
Ease of cleaning
14
Field adjustable plate gaps
Getting Started
—
Questions
This in-depth video explains why fouled and failed coalescers are the predictable result of many common oil–water separation designs. It shows how widely used technologies perform once solids loading, oil variability, and real hydraulic conditions are introduced — because while it's oil from water, it's solids that plague the process.
The presentation highlights the gap between theory and field reality, and why the theoretical must align with the actual, then concludes by showing how Mercer's enhanced coalescer system was engineered to eliminate these failure modes through proper hydraulics, access, and cleanability.
THE REALITY CHECK
Most people don’t realize they were sold a Trojan Horse with a residual income stream from the vendor hidden insie. They just didn’t know what questions to ask or what the right answers should have been. This section exists to change that.
What the Industry Sells vs. What Operators See
Every separator design claims efficiency on paper. But the real story starts once the system meets solids, variable flow, and time.
Below is a side-by-side look at how common coalescer designs perform in theory versus how they hold up in the field. It’s not about who says they capture “20 microns.” It’s about who can still do it six months later without shutting down.


API Publication 421
In 1990 API Publication 421 was created to set a clear, physics-based foundation for oil-water separator design. It defines the rise rates, velocities, and detention times required for predictable performance — ensuring free oil droplets have the time and conditions needed to rise and separate.
But somewhere between the pages of the standard and the products being sold under its name, the math got lost. “Micron” meaning manipulation has become the norm, with vendors leaning toward the filter definition of micron rather than the droplet rise-rate definition the standard actually relies on.
This page explains what API 421 actually says, how it’s been misinterpreted, and why that misunderstanding continues to cost facilities in downtime, chemical consumption, sludge removal, and replacement media.
Where It Goes Wrong
The “Checkbox Compliance” Era
Many separator suppliers advertise “API 421-compliant” designs while ignoring nearly every engineering requirement the standard spells out. Instead of designing around rise velocity, residence time, and flow control, they chase smaller footprints and lower CAPEX.
Common shortcuts include:

A system can’t be API 421-compliant if it’s impossible to clean.
Engineering, Not Estimation
Mercer begins with Stokes’ Law, designing systems that remove 60-micron free-oil droplets at 0.90 SG at 70°F — roughly ½ inch of rise per minute. The same physics apply to unencumbered solids, making the Multi-Pack™ as much a lamella clarifier as it is an oil-water separator.
From there, we systematically derate:
Other companies skip this analysis entirely and instead sell any tank they can install, relying on “catch/trap” mechanisms that become maintenance and OPEX liabilities.
Competitor:
“200 gpm? We have a 200-gpm model right here.”
Mercer:
“With your oil weight and lowest operating temps, the physics push us to the 400-gpm model — and we can show you why on paper.”

What CPI Was Meant to Be
CPI originally stood for Coalescing Plate Interceptor — angled steel plates designed to promote droplet coalescence under slow, laminar flow.
But cost-cutting changed everything. When steel plates were replaced with plastic bundles, the design shifted from engineered coalescence to mass-produced convenience. The industry quietly reinterpreted the acronym as Corrugated Plate Interceptor, reflecting both a material change and a performance decline.
Today, “CPI” often means:
When physics and geometry diverge, separation collapses.
“The ‘C’ in CPI was born as Coalescing. Somewhere along the way, it became Corrugated — every customer on the receiving end knows it stands for CLOGGING..”
Fundamentals That Don’t Change
API 421 still holds up because physics still holds up.
Governs droplet rise rate
Maintains laminar flow
Sets coalescer performance envelope
These are not optional parameters — they are the mechanism of separation.
Designed for the Real World
Mercer doesn’t just quote API 421 — we design to its intent, and then engineer for the solids, sludge, and serviceability the standard never accounted for.
Our systems include:
Removable, cleanable coalescers, because verifiable performance is part of compliance
If you can’t inspect it, you can’t prove it. And if you can’t prove it, it’s not compliant.
Ask Better Questions
Before approving any separator sold as “API 421-compliant,” ask:
Have you seen the micron capture longhand math?
What velocity does the system actually operate at under peak flow?
How are solids handled — without disassembly?
Can every internal surface be inspected and cleaned?
What surface loading rate was used?

What Compliance Really Means
API 421 isn’t outdated — it’s ignored.
The difference between claiming compliance and executing it comes down to geometry, access, and integrity. Mercer designs to the standard’s intent: systems built for inspection, cleaning, and decades of performance in the most demanding conditions.
API 421 doesn’t need rewriting. It needs remembering.

Free testing. Guaranteed performance. Instead of asking you to trust a brochure, we test first. We measure actual removal capability under your toughest conditions. When the results meet the standard, we stand behind them contractually.
Learn HowTHE MARKETING PROBLEM
How API 421 was hijacked.
API 421 wasn’t the enemy. It was meant to ensure design discipline. But marketing got hold of it and turned a standard into a sales pitch.
“More surface area” became the holy grail, even if that meant tighter geometry, higher velocities, and impossible cleaning. Instead of solving solids management, vendors sold “self-cleaning” myths.
Result? Constant fouling, downtime, and a new revenue stream: replacement media.
Mercer’s founders understood what most ignored: oil rises, solids fall, and you have to segregate both. That simple truth became our purpose.
While it’s oil from water, it’s solids that screw everything up.

UNDERSTANDING API 421
API 421 was meant to bring order to oily-water separation — to anchor design in math instead of marketing. It defined velocities, surface-area ratios, and droplet capture targets measured in microns. But it also created a new kind of blind spot.
When a supplier claims 20-micron capture, ask yourself: are they enhancing gravity as API 421 intended, or simply filtering? If it’s gravity, where’s the math? Can they show the long-hand Stokes’ Law calculation and the Reynolds number that prove it? Shouldn’t they have to? If they can’t, there is likely micron manipulation at play and its filtering fluff not faster to faster floating.